Сварка полуавтоматом для начинающих — видео
 Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.

Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Техника безопасности – обязательное условие для сварки непрофессионалами
Подборку видеоматериалов по теме самостоятельной сварки можно без труда найти в интернете. Любой материал расскажет, как проходит сварка полуавтоматом, видео уроки помогут лучше разобраться в этом процессе. Но, главное, не забывать о правилах безопасности.
Техника безопасности очень важна и порой помогает сохранить здоровье человека, поэтому не стоит ей пренебрегать. Основные правила:
- иметь защитную маску, которая предотвращает попадание искр на участки кожи лица и в глаза;
- специальные перчатки, которые должны быть прорезинены и отличаться высоким качеством, иначе можно повредить руки;
- огненепроницаемая одежда и обувь. Обувь должна иметь резиновую подошву, а кроме того, в ходе работы под ноги кладется резиновый коврик.
Итак, теперь мы знаем, что такое безопасная сварка полуавтоматом для начинающих, видео уроки помогли изучить основы техники безопасности.
В чем разница между ручной и автоматической сваркой, что такое ручная дуговая сварка, сварочный аппарат, сварка полуавтоматом, видео уроки помогут ответить на все эти вопросы.
Любители работать дома, что-то мастерить и варить, обычно имеют в своем арсенале инструментов самый простой сварочный аппарат. Этого вполне достаточно для работы в домашних условиях. Не нужно запасаться профессиональными аппаратами и тратить на них огромные суммы.
Безусловно, такие приборы выполнят работу качественнее, но видео уроки сварки полуавтоматом, помогут разобраться и обойтись недорогим аппаратом.

Классификация сварочных аппаратов. Инструкция по использованию
Прежде, чем приступать к работе, нужно изучить виды сварочных аппаратов и принципы их действия. Правильный подход и хорошая подготовка помогут избежать травм и качественно выполнить работу.
По типу проволоки различают:
- универсальные аппараты;
- соединяющие стальную проволоку;
- соединяющие алюминиевую проволоку.

По уровню защиты, они классифицируются на:
- в газах защиты;
- защищены слоем флюса;
- защищены с помощью порошковой проволоки.
По характеру перемещения бывают:
- передвижные;
- стационарные;
- переносные.
Для того, чтобы качественно и правильно варить металл, чтобы результат был долговечен, нужно соблюдать правила, прописанные в инструкции: правильно подбирать режимы, настраивать скорость, нужные параметры и обязательно изучить технику безопасности.
Следуя инструкции, можно выбрать вид сварочного аппарата и метод самой сварки.
Как видим, техника достаточно проста и научиться этому процессу можно самостоятельно, просмотрев курс видео уроков.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как варить полуавтоматом, уроки — смотреть видео онлайн
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.

Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.

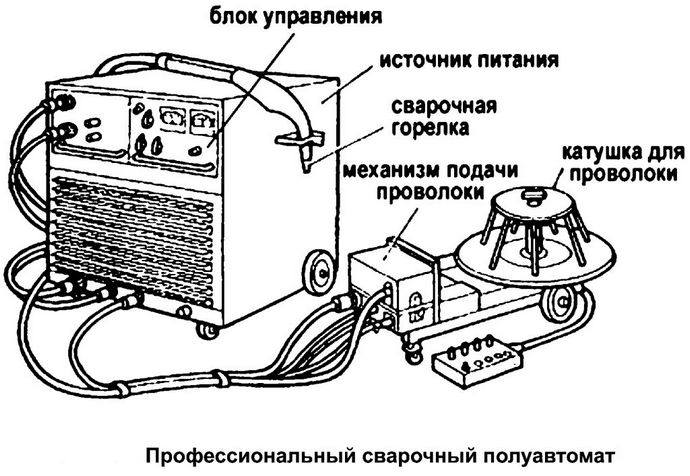
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.

Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.

На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
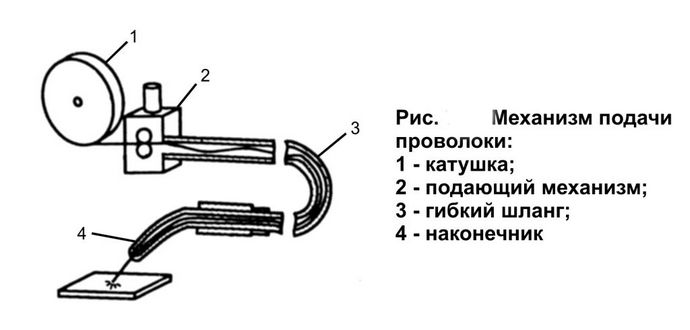
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.

Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
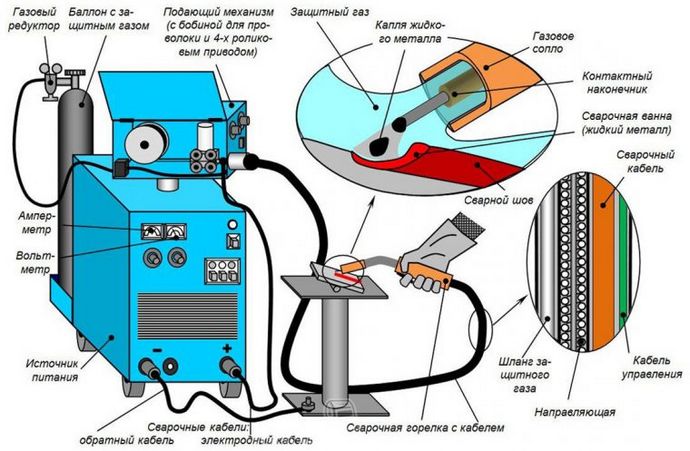
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:


- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.


Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.


Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.


Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.


Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.


полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.


При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.

Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.


После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Возможные регулировки в процессе сварки
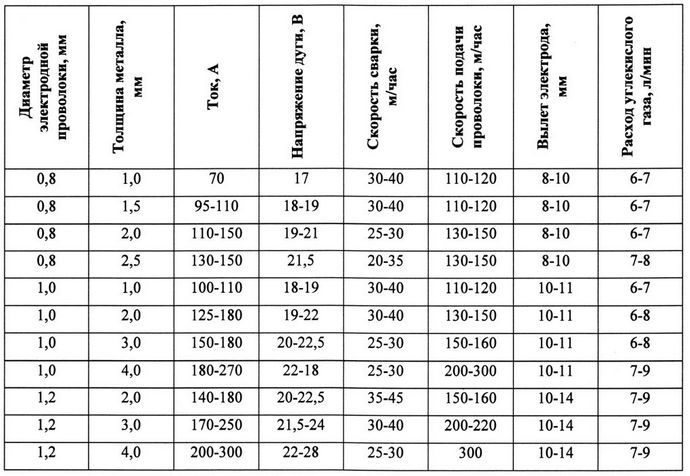
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Сварка полуавтоматом для начинающих: видео уроки
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
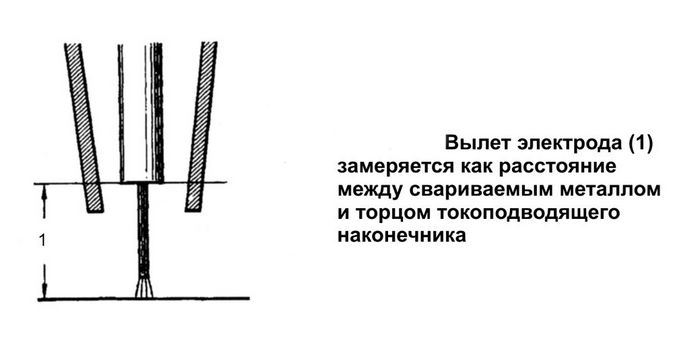
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Сварка полуавтоматом для начинающих видео
В первую очередь для начинающих сварщиков нужно определиться с теми инструментами, которые должны быть под рукой. Для работы нужна болгарка и зачистным кругом, пару зажимов и дырокол, если вы будете заниматься ремонтом дверей или кузова. Ну и, конечно же, сам сварочный аппарат, желательно полуавтомат. Нужно помнить, что ручной, непромышленной сваркой можно варить металл, толщиной до 6 миллиметров.
Приступим к процессу самой сварки. Для начала обязательно нужно очистить метал на месте сварки, после чего разделать кромки болгаркой. Состыковываем одну заготовку с другой в месте будущего шва и фиксируем зажимами. Присоединяем провод массы (минуса) к одной из деталей заготовок.
Переключаем сварочный аппарат в не менее чем третье положение и ставим оптимальную подачу. Начинаем процесс сварки стык встык, делаем небольшие прихватки, а затем завариваем все заподлицо с плоскостью обеих деталей. Сам наконечник сварки нужно держать под углом к плоскости сваривания двадцать градусов. Также есть способы сваривания внахлест и под определенным углом, сваривать которыми еще легче.
При сварке полуавтоматом очень большое значение имеют качество сварочного аппарата и сами электроды, которые нужно подбирать под свариваемый металл. Самые распространенные это ОЗС-12 и МП-3, которые подходят практически для любой толщены металла, но у них есть один существенный недостаток – большое количество шлака.
Теперь самое главное. Ни в коем случае нельзя забывать о технике безопасности:
- У сварщика должна быть специальная защитная маска;
- Хорошо прорезиненные перчатки;
- Огненепроницаемая одежда;
- Надежная обувь с резиновой подошвой или резиновый коврик под ногами.
Соблюдая все правила, получиться все непременно главное старания и упорство.
Сварка полуавтоматом для начинающих видео уроки
http://www.youtube.com/watch?v=aDFeNxxTtYg
СВАРКА ПОЛУАВТОМАТОМ для начинающих: [оборудование, советы]
[Сварка полуавтоматом для начинающих] — это отличная возможность для домашних мастеров освоить азы рабочего процесса и научиться выполнять все возможные операции.
Вообще, полуавтомат можно отнести к наиболее удобному и доступному оборудованию, которое может быть успешно использовано в быту.
Одним из главных его достоинством является то, что он дает возможность работать как с цветными, так и с черными типами металлов.
Основной особенностью работы полуавтомата считается его способность производить быстрое соединение металлов без необходимости дополнительного усиления, при этом к процессу могут привлекаться некоторые другие элементы.

Принцип работы полуавтомата заключается в том, что используемая в качестве электрода проволока подается непосредственно в рабочую зону исключительно механическим методом.
В качестве материала для такой проволоки выступает сплав, который имеет специфический состав.
Все используемое для сварки полуавтоматическим аппаратом оборудование при желании и правильном подходе к делу с легкостью и за короткое время сможет без проблем освоить каждый домашний мастер.
Используемое оборудование
Для полуавтоматов существует своя определенная классификация применяемого оборудования, которая условно подразделяет все устройства на три основных типа.
Так, разные агрегаты могут работать на разных типах проволоки, кроме этого, существуют и разные способы, обеспечивающие защиты сварному шву.
Следует отметить и то, что горелки полуавтоматов имеют и разный характер перемещения.
Если рассматривать полуавтоматы со стороны используемой проволоки, то она может быть изготовлена из стали и поставляться в цельном виде, намотанной на бухту.
Также в некоторых случаях полуавтоматы используют алюминиевую проволоку, а также проволоку, которая имеет универсальный состав.
Следует отметить и то, что есть несколько раздельных принципов, обеспечивающих защиту шва в момент выполнения сварки.
Здесь защита может быть обеспечена за счет определенной реакции флюса, при помощи образующейся среды газа, а также путем использования порошковой проволоки.
Сами полуавтоматы для сварки могут быть в стационарном исполнении и использоваться для выполнения серийной работы, а также передвижного типа.
Для домашнего использования, как правило, используют компактные переносные полуавтоматы.
Используя для сварки различных видов металлов полуавтоматическое оборудование, домашний мастер получает ряд очень важных преимуществ.
В первую очередь, появляется возможность в домашних условиях работать с металлами, которые имеют небольшую толщину, что практически невозможно при использовании других типов сварки.
Видео:
Следует отметить и то, что при работе с полуавтоматом свариваемая поверхность может содержать как ржавчину, так и всевозможные окислы, нет необходимости проводить предварительную обработку от жировых скоплений.
За счет большого выбора используемых в полуавтоматах расходников, уменьшаются финансовые затраты.
Полуавтомат можно использовать и при необходимости выполнить соединение оцинкованных материалов без повреждения поверхности.
Для этих целей применяется медная проволока. Ознакомиться с процессом выполнения сварного соединения полуавтоматом можно на видео, которое размещено выше.
Особенности работы
Обязательным условием работы на полуавтомате является наличие специального инертного газа, который выполняет своеобразную функцию защиты.
Без газа при выполнении работ раскаленный металл будет достаточно сильно разбрызгиваться, что не только снизит качество соединения, но и может нанести травму мастеру.
Следует отметить тот факт, что образующаяся дуга при работе с полуавтоматом имеет более высокие показатели яркости, чем у других типов сварок.
Полуавтомат имеет свои особенности работы и это делает данный аппарат незаменимым при выполнении определенных технологических работ.
Наиболее часто данный вид сварки используется в различных автомастерских, где она успешно используется при выполнении кузовных работ.
Одним из главных достоинств полуавтоматической сварки является то, что у домашнего мастера появляется возможность производить качественное соединение, как обыкновенной стали, так и всевозможных нержавеющих сплавов и даже алюминия.
Конечно, использование газа несколько усложняет процесс, однако простота использования и качество выполнения соответствующих работ с лихвой перекрывают этот недостаток.
Необходимая инертная среда при работе с полуавтоматом создается за счет использования определенного газа. В качестве рабочего газа может выступать углекислый, гелий, а также аргон.
При необходимости можно использовать смеси, и в этом случае для каждого газа определяются свои пропорции.
Так, например, для инверторного способа сварки рекомендуется использовать либо аргон, либо углекислый газ.
Основным питающим источником в полуавтомате выступает постоянный ток обратного типа и в этом случае отрицательный заряд следует подавать исключительно на изделие.
Любой полуавтоматический аппарат состоит из некоторых обязательных элементов.
Видео:
Так, его работу обеспечивают преобразующий электрическое напряжение блок, горелка для выполнения сварки, механизм механического типа, использующийся для подачи проволоки.
Кроме этого, в состав полуавтомата входит специальная система, отвечающая за обязательную подачу инертного газа. Как правильно работать с полуавтоматом, подробно показано на видео уроках в нашей статье.
Основные режимы
Любой начинающий домашний мастер перед началом самостоятельной работы на полуавтомате должен для себя уяснить все возможные режимы сварки, которые ему будут доступны.
Следует помнить, что режим, главным образом, подбирается исходя из толщины рабочего металла.
Так, для выполнения тонких сварных соединений рекомендуется использовать проволоку, которая выступает в качестве электрода, с толщиной в пределах шести миллиметров.
В свою очередь, при необходимости выполнить сварное соединение материала, толщина которого превышает пять миллиметров, проводить работу придется в два отдельных этапа.
В этом случае каждый следующий накладываемый шов должен идти строго по поверхности предыдущего.
Расход газа при выполнении сварки тонкого металла составляет в среднем до семи литров в минуту.
Такой объем газа позволяет выполнить необходимую работу без деформации рабочего материала, за счет того, что зона теплового воздействия значительно сужается.
Любой начинающий мастер должен иметь представление о каждом доступном ему режиме при работе на полуавтомате.
Сварка при помощи полуавтомата дает возможность проводить необходимые работы, как с тонким материалом, так и с тем, который имеет большую толщину.
Исходя из этого предусмотрено несколько различных вариантов выполнения данного вида работы.
Так, сварка полуавтоматом может быть стыковой, и в этом случае практически полностью исключаются зазоры между соединяемыми деталями.
Такой тип сварки особенно популярен у автолюбителей. Также полуавтомат позволяет выполнить качественное соединение внахлест.
Данный способ считается наиболее простым, и освоить его не составит труда. Более сложный и при этом более прочный тип сварки полуавтоматом носит название — по готовым отверстиям.
Следует отметить, что скорость работы, а также высоту шва мастер выбирает самостоятельно.
Видео:
Кроме этого, домашний мастер обязательно должен научиться правильно выбирать режимы работы и настраивать все используемое оборудование.
При выполнении сварки следует контролировать поступление газа. Он должен негромко шипеть и обдувать рабочую поверхность, а не дуть на нее.
На видео выше подробно показано, как правильно работать полуавтоматом.
Советы и рекомендации
При выполнении данного вида сварки главным условием является правильная настройка аппарата.
Если все выполнено правильно, то рабочий процесс будет происходить без каких-либо разрывов, а дуга всегда будет ровно гореть.
Проволоку, которая выступает в качестве электрода, следует выставлять направлением вперед. В этом случае дуга не оборвется, даже если движение будет не плавным.
Следует отметить, что при данном типе сварки поджиг дуги происходит практически мгновенно.
Выполняя необходимую работу на полуавтомате, отпадает необходимость постоянно менять электроды, а готовый шов не нужно будет обрабатывать и затирать от скопившегося шлака.
Начинающие мастера ознакомиться с процессом сварки на полуавтомате могут с помощью видео, которое размещено ниже.
Видео:
Тот домашний мастер, который освоит данный вид сварки, сможет самостоятельно выполнять самые разные виды работ.
Конечно, данная работа имеет свои тонкости и нюансы, однако разобраться в них при желании не составит большого труда.
Подробно о выполнении сварки полуавтоматом, рассказывает видео в нашей статье.
Yixin Technology Полуавтомат для сварки жестяных банок
Yixin Technology Полуавтомат для сварки жестяных банок
Yixin Technology Полуавтомат для сварки жестяных банок
| Ⅰ. Основные технические параметры | ||
| Модель | GNWT-286S | GNWT-180S |
| 5-30м / мин | ||
| Производственные возможности | 10-20мм | 8-15мм |
| Диаметр корпуса банки | D50-400 мм | D52-180 мм |
| Высота корпуса | 190-420 мм | |
| Применимые материалы | Белая жесть На основе стали | Белая жесть На основе стали |
| Применимая толщина материала | 0.22-0,42 мм | 0,18-0,42 мм |
| Посадка для сварки швов | 0,8 мм 1,0 мм 1,2 мм | 0,6 мм 0,8 мм 1,2 мм |
| Расстояние до точки шва | 0,5-0,8 мм | |
| Применимый диаметр медной проволоки | Φ1,38 мм Φ1,5 мм | Φ1,38 мм |
| Охлаждающая вода | Температура: 20 ℃ Давление: 0,4-0,5 МПа Нагнетание: 7 л / мин | |
| Общая мощность | 18 кВА | |
| Источник питания | 380 В ± 5% 50 Гц | |
| Размер машины | 1200 * 110 * 1800 мм | |
| Вес брутто | 1200 кг | |
Автоматическая машина для производства жестяных банок 0 .Линия по производству круглых банок 1L-26L
Линия по производству круглых банок 0,2-7 литров, линия по производству прямоугольных банок объемом 2-6 литров, линия по производству круглых банок объемом 9-22 литров, линия по производству квадратных банок 10-20 литров, 18-25 Линия для конических банок, литров и т. Д.
1) Для масленки, банки с краской, пищевой банки, банок с клеем
2) 30-65 банок / мин
3) Используйте электрические детали Schneider, Siemens, Mitsubishi и Chint
Полностью автоматический Линия по производству конических круглых жестяных банок Оборудование для производства консервных банок
Типы банок: конические круглые банки 18-26 л, круглые бочки 18-25 л
Размеры банок: диаметры 200-300 мм; Высота 300-490 мм
Производственная мощность: 30 банок в минуту, 1800 банок в час, 20000 банок в день
ПОЛНОСТЬЮ АВТОМАТИЧЕСКАЯ ЛИНИЯ КОНУСНЫХ КОНУСНЫХ БАНКОВ Оборудование для производства консервных банок, включая следующие позиции:
Банка внутри порошка машина для нанесения покрытия, автоматическая машина для закругления и сварки, внешняя машина для лакирования и сушки банок
Стендер корпуса банки, расширитель банок, отбортовка нижней части банки и предварительная скручивание верхней части, скручивание верхней части банки, борта банок, реверсирование корпуса, подача и закатка нижней крышки банки ,
Материал закаточного ролика: Cr12Mn
Марка автоматических деталей: AirTAC
Серводвигатель: Сделано в Тайване
Цвет: лента
Инструкция по эксплуатации PDF / Печатная бумага предоставляется
.Лучшая цена Портативный сварочный полуавтомат Инвертор для проволоки Mag Soldadoras Mig Usadas Diy Mig Сварочный аппарат
Лучшая цена портативный сварочный полуавтомат с инвертором проволоки mag soldadoras mig usadas diy mig сварочный аппарат
9000OU
расположен в промышленной зоне Мую, городе Вэньлин, развивающемся торговом центре в прибрежной зоне Восточно-Китайского моря провинции Чжэцзян; рядом с портом Нинбо и Шанхай, с хорошо развитой транспортной системой, такой как аэропорт, морской порт и скоростная автомагистраль.Он был основан в 1990 году, строительная площадь составляет 30 000 квадратных метров, штат сотрудников — 300 человек, среди которых более 15 человек являются старшими инженерами, отвечающими за исследования и разработки, различные сварочные аппараты , зарядное устройство , воздушно-плазменный резак сверлильный станок и отрезал станком.
Мы тепло приветствуем клиентов со всего мира для установления долгосрочных и взаимовыгодных деловых отношений, а также дружбы с нами, светлое будущее между нами находится в пределах досягаемости.
Q1. Вы фабрика?
А. Да. Мы являемся фабрикой с более чем 20-летним производственным опытом.
2 кв. Где находится штаб-квартира группы FEIDA?
A. Наш головной офис находится в городе Вэньлин.
3 кв. Доступны ли услуги OEM и ODM?
А. Конечно. У нас есть многолетний опыт работы в сфере обслуживания OEM и ODM.
4 кв. Как насчет вашего контроля качества?
А.FEIDA придерживается строгих процедур контроля качества, которые начинаются с проектирования продукции и заканчиваются производственным процессом с использованием самого современного оборудования для контроля качества. Наш профессиональный контроль качества проверит качество продукции и проведет проверку качества перед отправкой. В качестве дополнительной меры все клиенты получают образцы продукции на утверждение.
5 кв. Как насчет гарантии?
A. Мы предлагаем 1 год гарантии на весь срок службы изделия.
Q6. Как я могу поговорить с живым человеком и узнать расценки?
А.Вы можете отправить нам запрос через Alibaba.
↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓↓ ↓↓↓↓↓↓
.